圆弧插补-逐点比较法
圆弧插补-逐点比较法
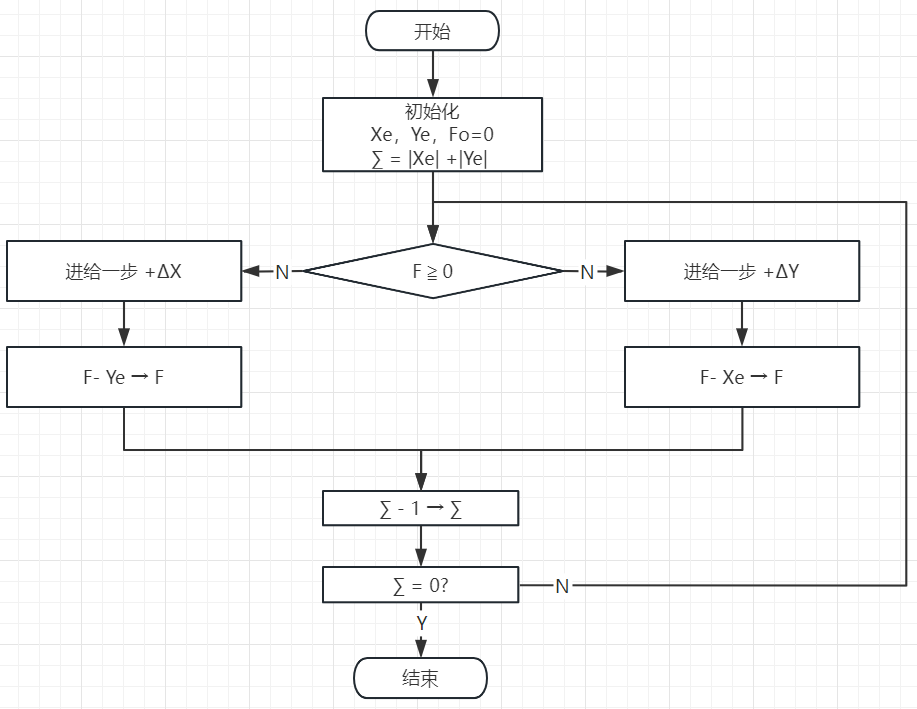
- 逐点比较法直线插补流程
逐点比较法直线插补流程
逐点比较法第I象限逆圆插补 在圆弧加工过程中,要描述刀具位置与被加工圆弧之间的相对位置关系,可用动点到圆心的距离大小来反映。
如下图所示,假设被加工零件的轮廓为第I象限逆圆弧AE,刀具位于点T(X,Y)处,圆心为0(0,0),半径为 R,则通过比较点T到圆心的距离与圆弧半径R的大小就可以判断出刀具与圆弧之间的相对位置关系。
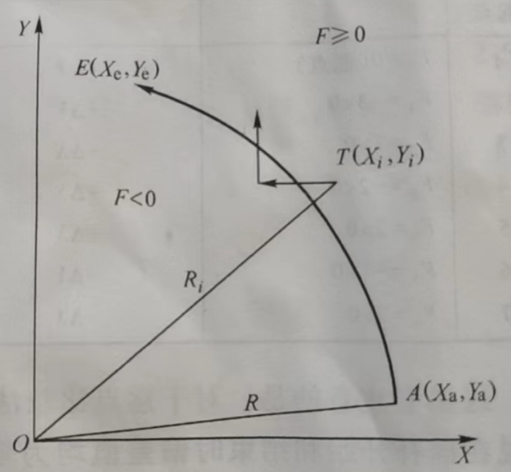
当点T(X,Y)正好落在圆弧AB上时,则有下式成立

当点T落在圆弧AE外侧时,则有下式成立

当点T落在圆弧AE内侧时,则有下式成立

所以,取圆弧插补时的偏差函数表达式为

若F≥0,刀具沿-X轴方向进给一步,到达新的位置,新的偏差函数为

同理,若 F<0,刀具沿+Y轴方向进给一步,到达新的位置,新的偏差函数为

和直线插补一样,插补过程中也要进行终点判别。总的步长为

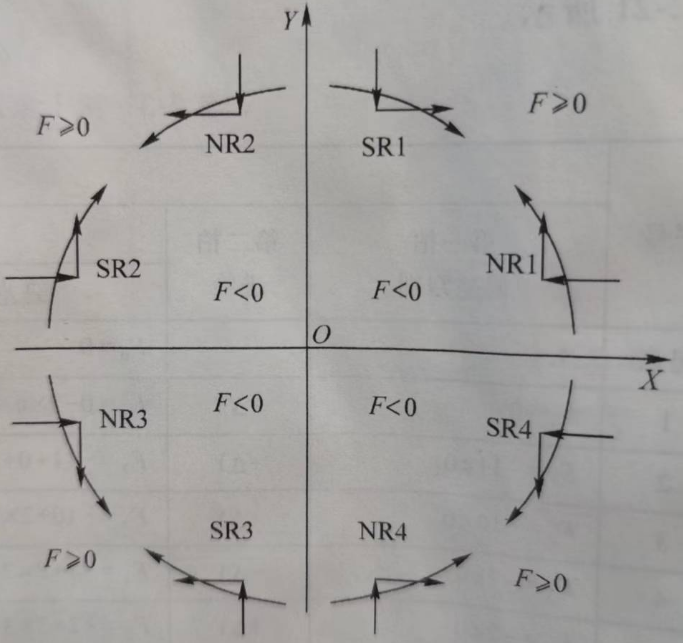
不同象限圆弧的步进给进如下图所示,据此可以得出给进脉冲分配图。
例子
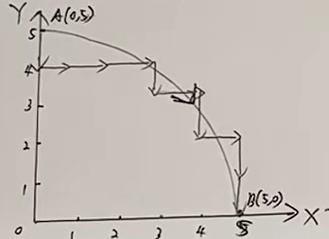
现欲加工第I象限逆圆弧AB,如图所示,起点A(0,5),终点B (5,0)。试用逐点比较法对该段圆弧进行插补,并画出刀具运动轨迹。
总步数E步数为 |Xe-Xa|+|Ye-Ya| = 10;
| 步数 | 【第一拍】偏差判断 | 【第二拍】坐标给进 | 【第三拍】偏差计算 | 【第四拍】坐标计算 | 【第四拍】终点判别 |
|---|---|---|---|---|---|
| 0 | F(0,0) =0 | X0 = 0,Y0 = 5 | E = 10 | ||
| 1 | F(0,0) ≥0 | -Y | F(1,0) = 0-2x5+1 = -9 | X0 = 0,Y0 = 4 | E = 9 |
| 2 | F(0,1) < 0 | +X | F(1,1) = -9+2x0+1= -8 | X0 = 1,Y0 = 4 | E = 8 |
| 3 | F(1,1) <0 | +X | F(2,1) = -8+2x1+1 = -5 | X0 = 2,Y0 = 4 | E = 7 |
| 4 | F(2,1) < 0 | +X | F(3,1) =-5+2x2+1= 0 | X0 = 3,Y0 = 4 | E = 6 |
| 5 | F(3,1) ≥0 | -Y | F(3,2) 0-2x4+1= -7 | X0 = 3,Y0 = 3 | E = 5 |
| 6 | F(3,2) < 0 | +X | F(4,2) = -7+2x3+1= 0 | X0 = 4,Y0 = 3 | E = 4 |
| 7 | F(4,2) ≥ 0 | -Y | F(4,3) = 0-2x3+1= -5 | X0 = 4,Y0 = 2 | E = 3 |
| 8 | F(4,3) < 0 | +X | F(5,3) = -5+2x4+1= 4 | X0 = 5,Y0 = 2 | E = 2 |
| 9 | F(5,3) ≥ 0 | -Y | F(5,4) = 4-2x2+1= 1 | X0 = 5,Y0 = 1 | E = 1 |
| 10 | F(5,4) ≥0 | -Y | F(5,5) = 1+2x1+1= 0 | X0 = 5,Y0 = 5 | E = 0 |