SAP-PP-01-005工作中心
前言
工作中心是用于生产产品的生产资源,包括机器、人和设备,是各种生产或能力加工单元的总称。工作中心属于能力的范畴即计划的范畴,而不属于固定资产或者设备管理的范畴。一个工作中心可以是一台设备、一组功能相同的设备、一条自动生产线、一个班组、一块装配面积或者某种生产单一产品的封闭车间。对于外协工序,对应的工作中心则是一个协作单位的代号。除此之外,工作中心还可以反映成本范畴的概念。一个加工件的工艺路线报告中一般每一道工序对应一个工作中心,但有些情况,也可以几个连续工序对应同一个工作中心(这种情况往往出现在装配工作中心)。工艺经过每一个工作中心要发生费用,产生成本。这可通过工作中心的成本数据和工艺路线中相应的工时定额来计算。工作中心即班组或车间,用于收集工时成本以及指导领料配送位置。
功能:1、指定一些默认值,创建工艺路线的时候可以带入
2、排程、计算产能、计算成本
一、基本信息
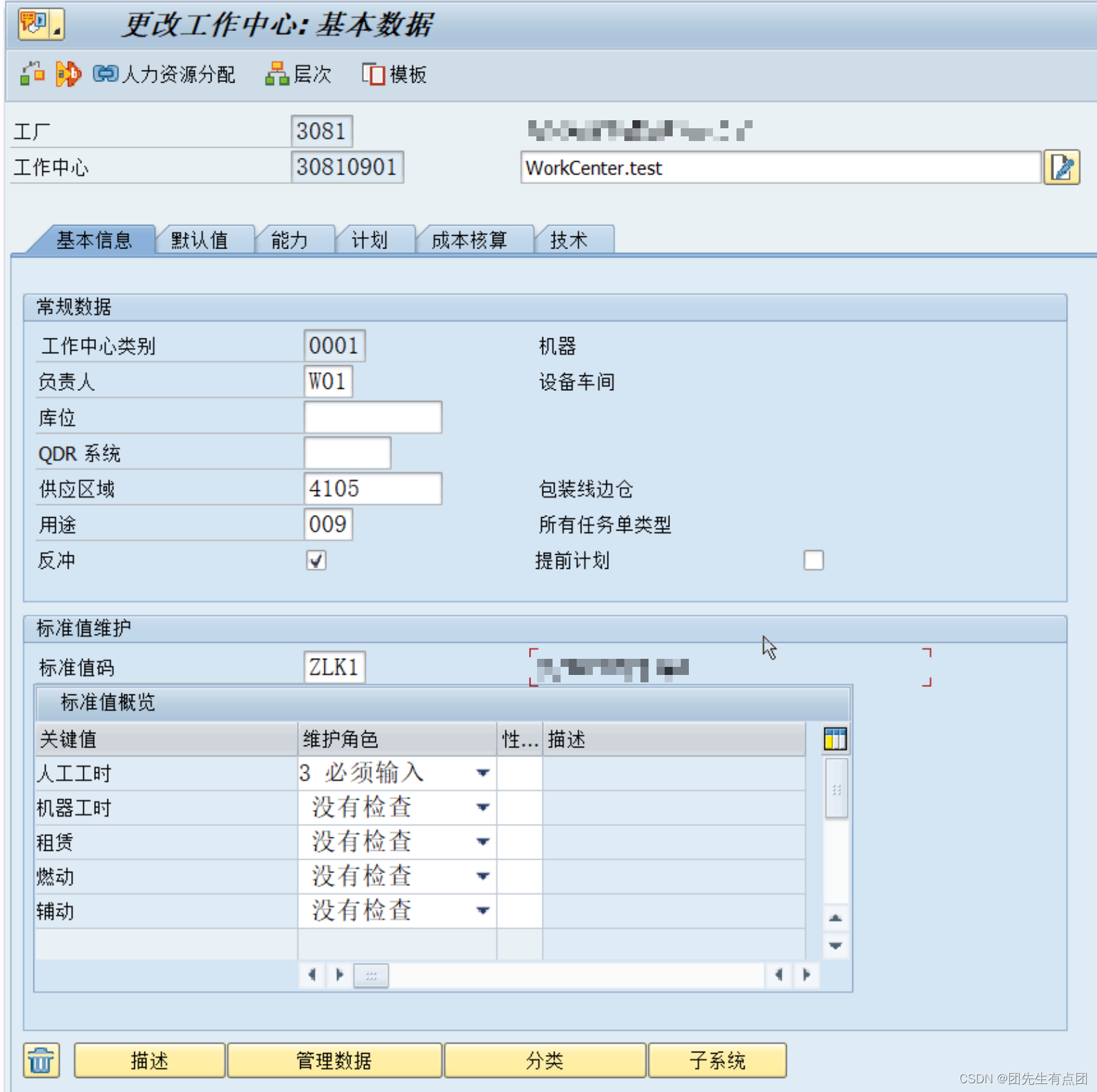
工作中心类别:一般为机器(0001)或人工(0003)
负责人:谁负责该工作中心
供应区域:该工作中心对应的线边仓(在PK05中配置)
用途:一般为所有任务单类型(009)
反冲:结合物料主数据MRP2视图里的反冲使用(物料从仓库调拨到线边仓 ,报工时直接按BOM理论值扣料消耗)
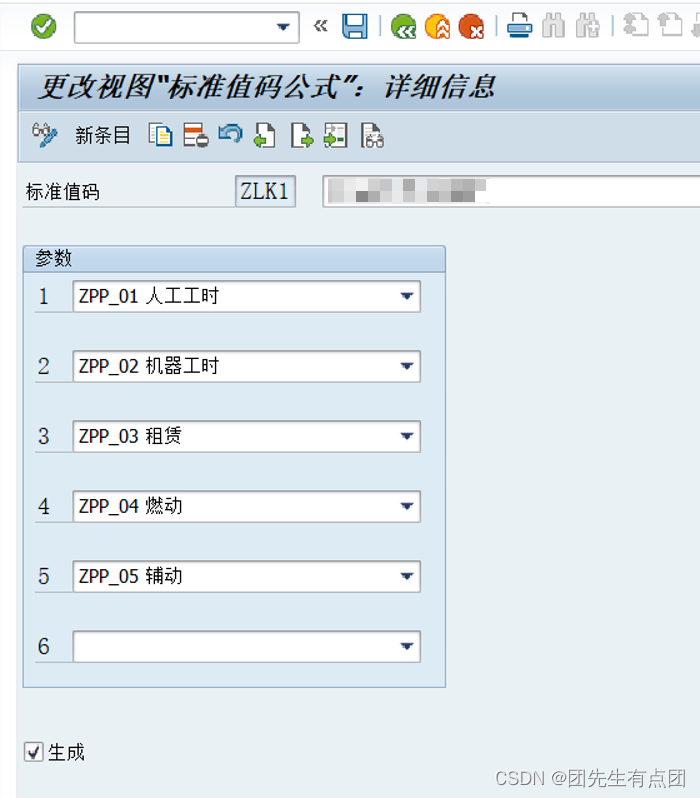
标准值码:可以用来带出最多六个关键值,可以用来收集对应的成本、记录时间
二、默认值
定义一些缺省值可以自动带入到工艺路线中
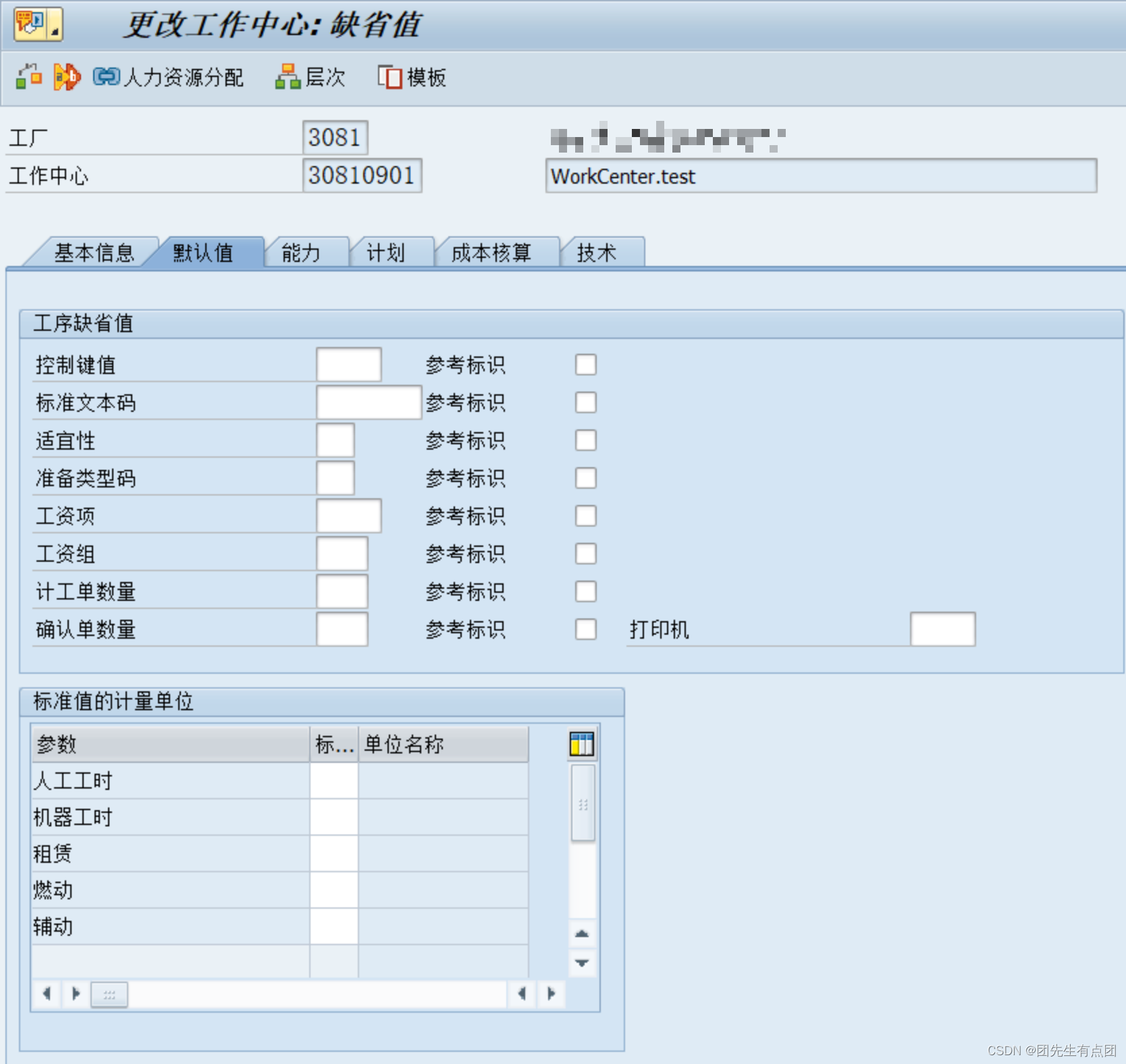
控制键值:常为PP01,若勾选参考标识则工艺路线中无法修改(各控制码作用等)
计量单位:设置后会自动带入到工艺路线中
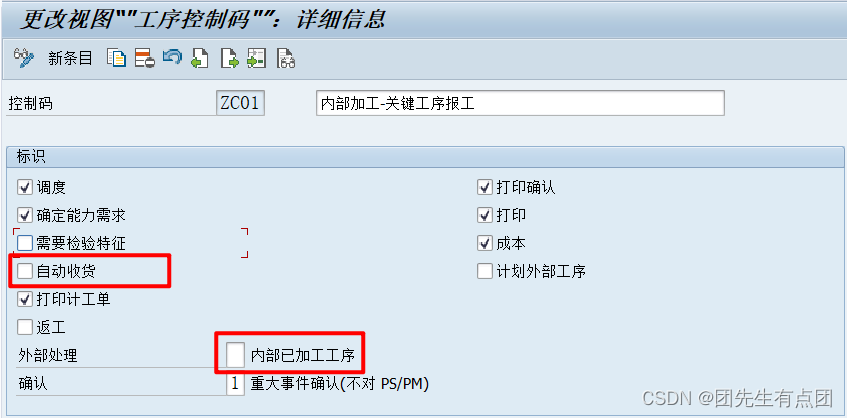
确认:重大事件确认,表示需要报工
外部处理:+表示为外协加工工序
自动收货:报工完成后,系统自动入库过账,一般自动入库的都是最后一道工序,所有生产完成后就可以减少仓管员的操作
需要检验特征:表示此道工序后需要进行质检,将质检结果记录到质检批中
根据不同参数组合不一样时,可以创建不同的工序控制码,然后在工艺路线中根据工序管理要求选择相应的控制码
三、能力
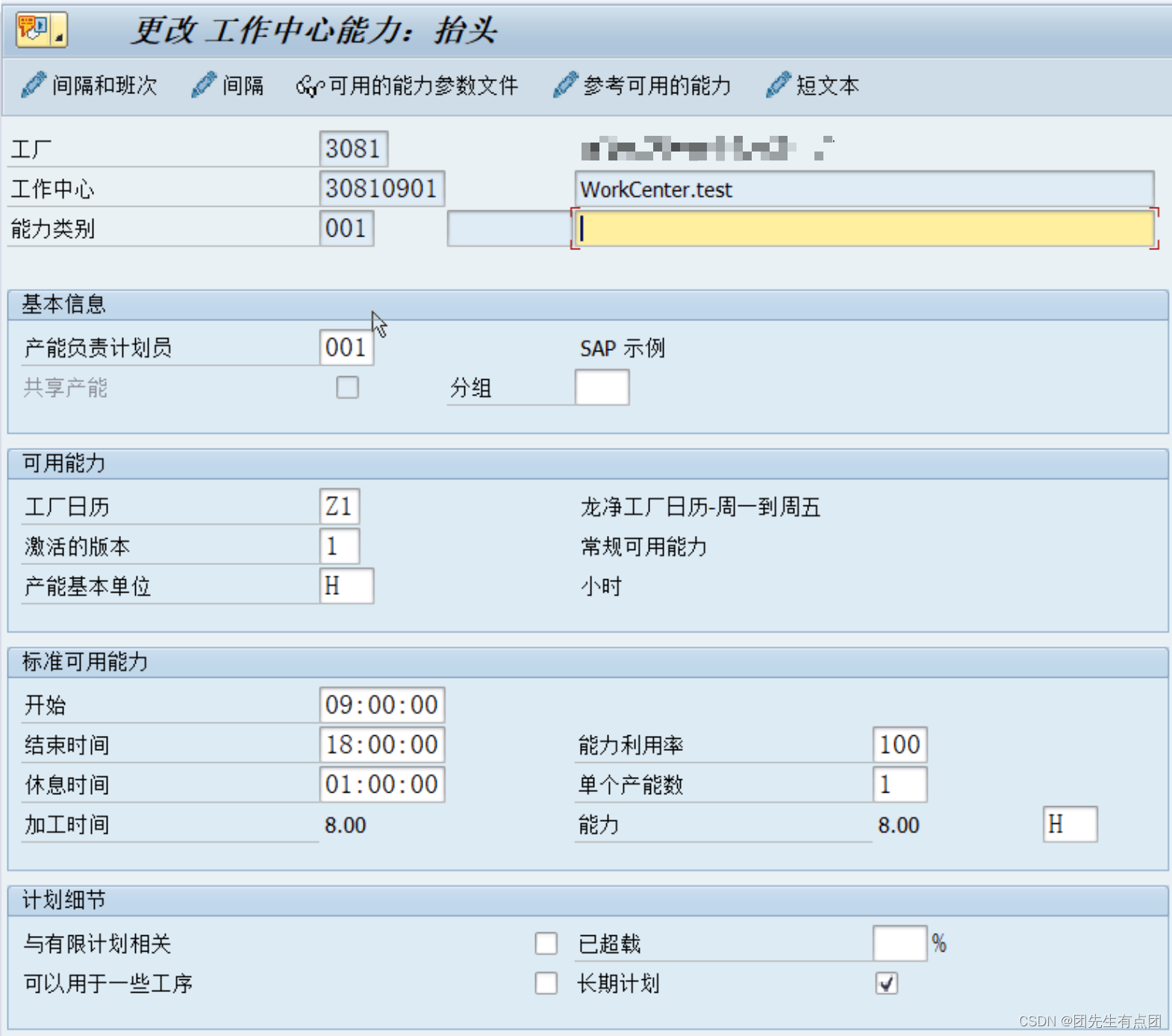
产能负责计划员:负责人
工厂日历:工作中心什么时候上班什么时候休息
激活的版本:不同版本记录不同的工作时间,不算产能分析默认为1
产能基本单位:默认小时H
能力利用率:例如8个小时上班,实际的利用率是多少,100%就是说8小时都在上班
能力=加工时间*能力利用率*单个产能数
与有限计划相关:进行产能分析需要,不勾选则为无限产能,勾选就不能超过上面的计划产能
已超载:超负荷的能力,120%就是产能*120%
四、计划
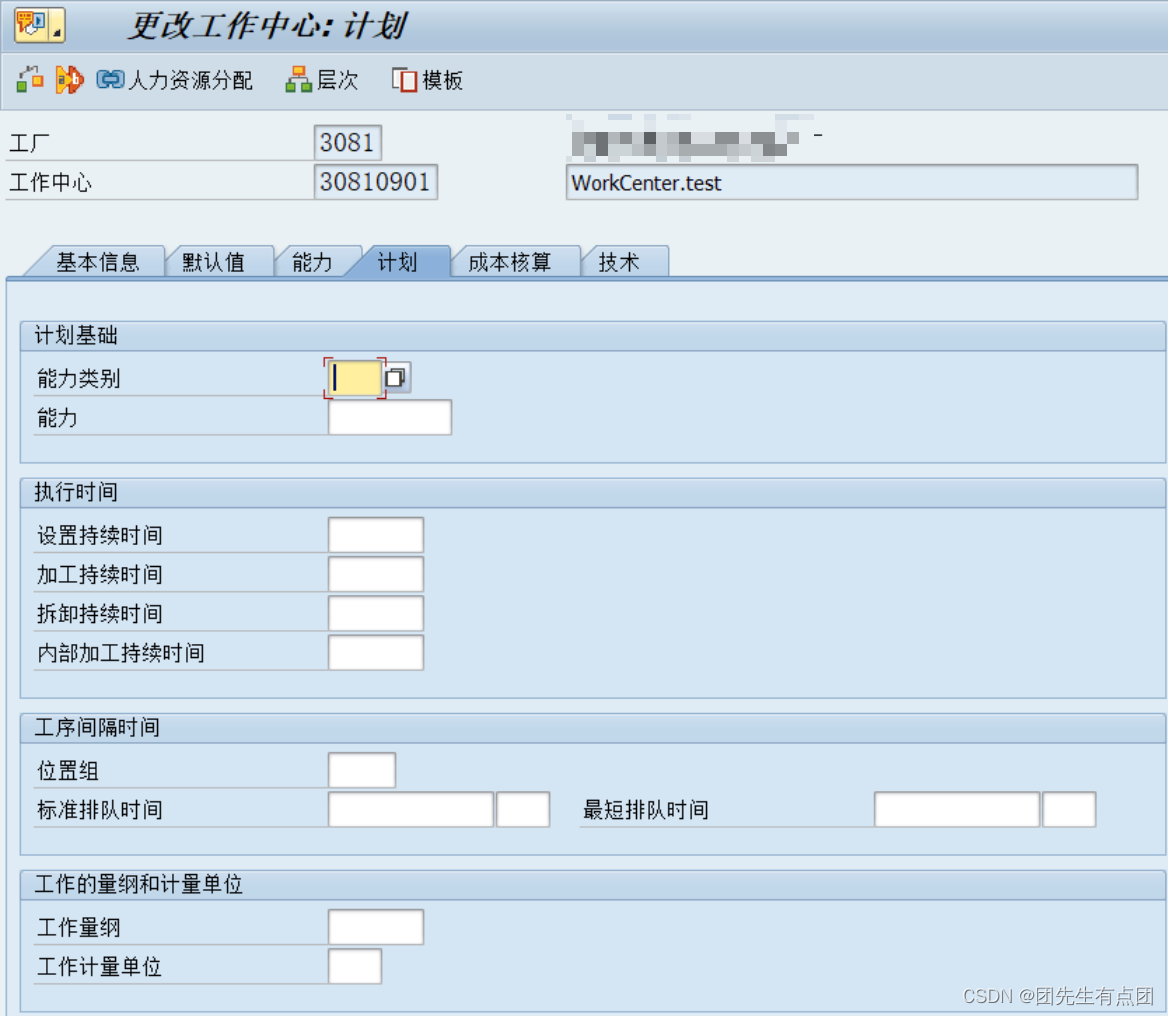
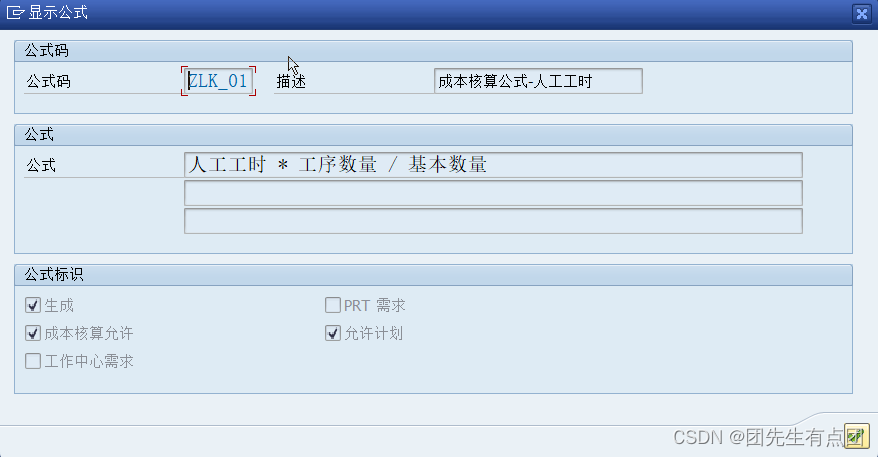
执行时间:经过这道工序的时候会消耗多少工时。准备时间+加工时间+工序后等待时间
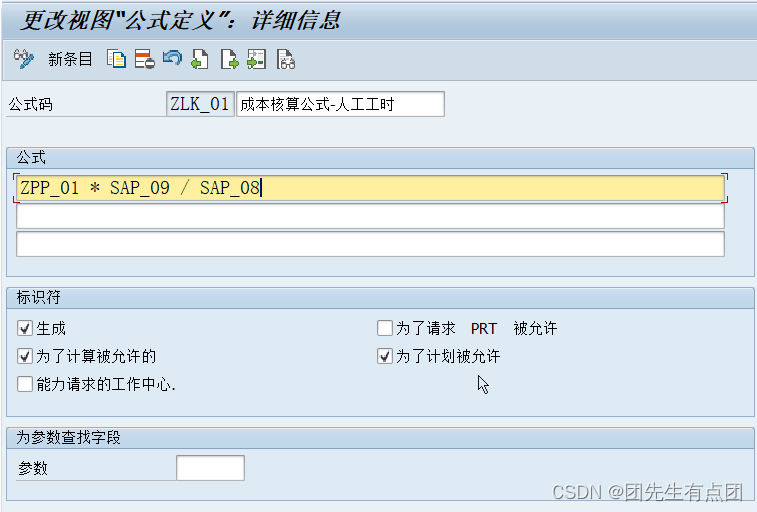
如下图:人工工时=人工工时*工序数量/基本数量
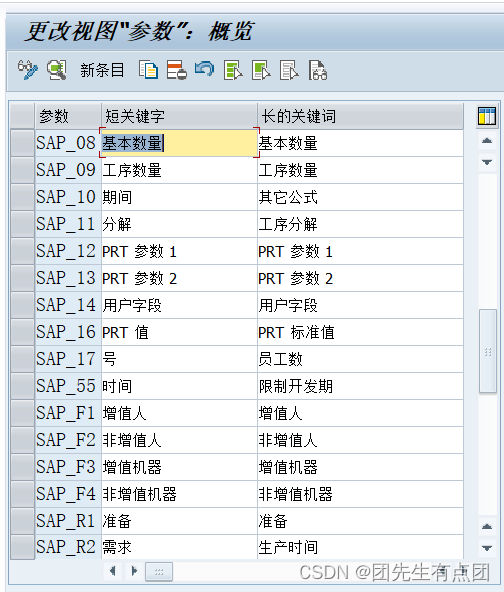
SAP_11 对应到CA02里面的最大拆分数
五、成本核算
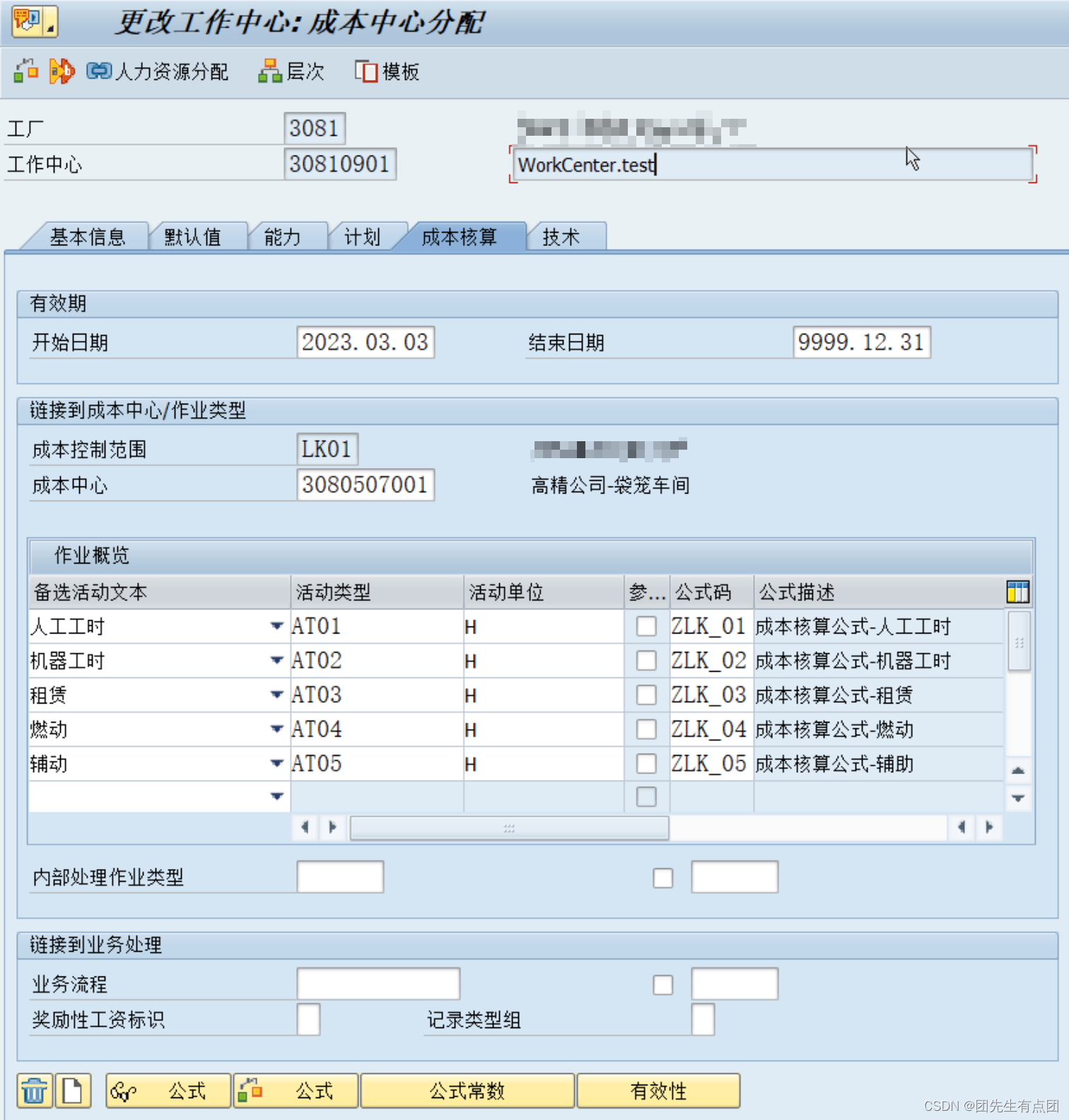
报工工时*订单数量/工艺路线中的基本数量(基数,通常是1,也可能需要放大,比如人工1小时生产10台设备)
1*200/100=2
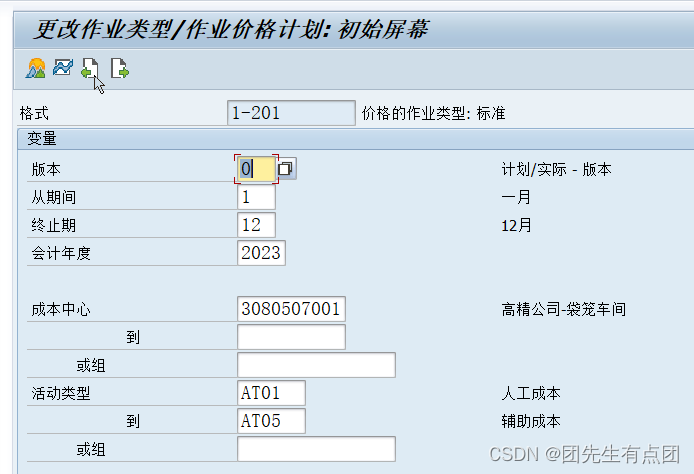
2*单价(KP26)=作业成本
财务KP26维护作业价格如人工,机器
总结
(仅为个人记录,如有错误请指正,感谢!)